



 當前位置:
當前位置:

 推薦產品
推薦產品 

 推薦新聞
推薦新聞  在線留言
在線留言 詳情內容
詳情內容 現階段滾筒包膠的(de)工藝分成二種,熱硫化物工藝還可以稱之為滾筒鑄膠,也有一(yī)種(zhǒng)是冷硫化工藝,通常稱為冷粘,二種工藝都各有(yǒu)優點和缺點,這篇關鍵解讀熱硫化工藝的優勢(shì)與劣勢。
但從(cóng)工藝而言,不要看成本費、時間等要素,熱硫化是比冷硫化好一些(xiē)的(de),冷硫化盡管(guǎn)不用拆裝滾筒,包(bāo)膠抗壓強度(dù)也很強,可是冷硫化的工藝借助的是職工的品質,職工的技藝怎樣同時危害到此次滾筒包膠的特性,自然環境(jìng)也是不可以操(cāo)縱的,當場是否(fǒu)有充分的使用(yòng)室內空間,溫(wēn)度與環境濕(shī)度是否在適合的範圍內的也會對(duì).後的作(zuò)用有一定的危害。
而熱硫化工藝盡管必須拆裝滾筒,停(tíng)產的時間會出現一些(xiē),可是(shì)由於任何的階(jiē)段是在廠內進行,因(yīn)此各類數據信息是(shì)可以隨意調節的,熱硫化.重(chóng)要的三點,硫化(huà)時間、硫化溫度及其工作壓力全是可以確保(bǎo)在適合的範圍內,隻需秘方是合理的就不可能(néng)產生問題(tí),包膠品質平穩是熱(rè)硫(liú)化工藝較大的優點。
熱硫化工藝流程為:
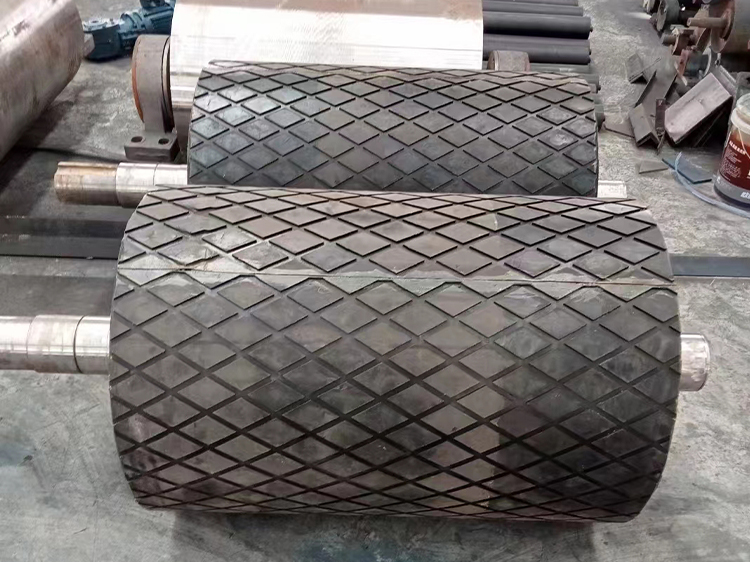
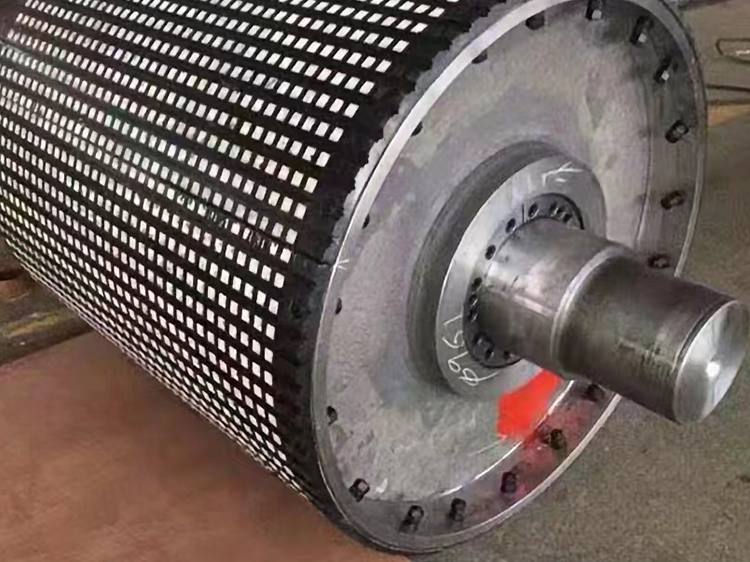
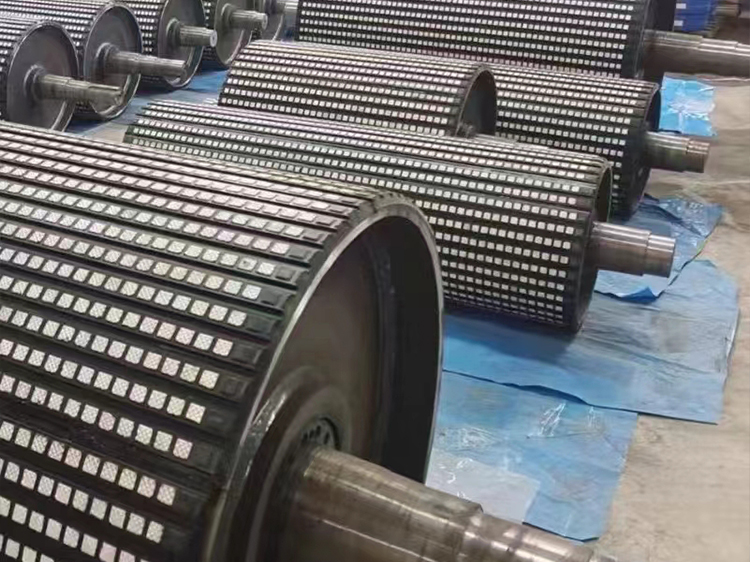
一、將滾筒表麵用(yòng)數控車(chē)床車平,再車出紋(wén)路或是噴沙,這一步的目的性是為了更好地擴大觸(chù)碰總麵積,使塑膠粒的粘合實際(jì)效果更強。
二、用清潔劑清理.少三遍(biàn),隨後刷塗(tú)膠漿。
三、將(jiāng)包膠層底膠麵插口切角(jiǎo)45°刷塗二(èr)遍膠漿。
四、將芯表麵層插口(kǒu)切角45°刷塗二遍(biàn)膠漿。
五、將橡膠(jiāo)板迎合到滾筒(tǒng)表麵。
六(liù)、將滾筒放入硫化罐開展硫化,依據原材料挑選適宜的主要(yào)參數將表麵層慢慢(màn)幹固。
七、硫化(huà)進行之後,依據要(yào)求手工雕刻相對應紋路。
滾筒鑄膠的工藝步驟大概(gài)是這七(qī)個流程,實際(jì)效果平穩,對工作人員的標準(zhǔn)沒那麼高,除開用時非常長以外沒什麽顯著(zhe)缺陷,二種(zhǒng)工藝都各有好壞,實際選用哪一種還(hái)要以本身狀況為標準。

")

 寧公網安備64012102000112號
寧公網安備64012102000112號